


- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик











.webp "自動ブロックマシン: 効率的なコンクリート機械で建設業界に革命を起こす")
.jpg "コンクリート ブロック マシン: 建設業界における機械の製造および加工に関する究極のガイド")
.webp "コンクリートパイプ型枠にはどのような種類がありますか?")
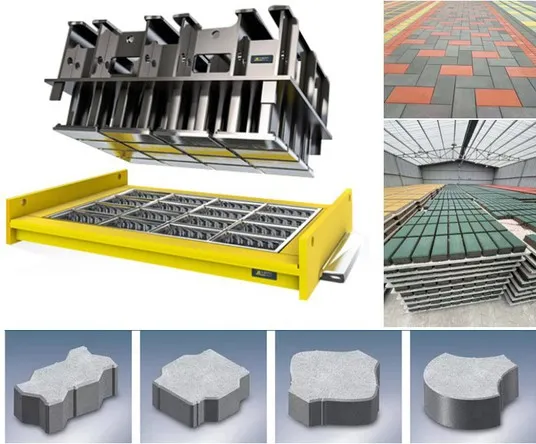
.webp "インターロックブロックマシンの選び方は?")